1000W 1500W 2000W Handheld Laser Welding Machine For Metal Stainless Steel

GWLS laser welding machine
Laser welding is the use of high-energy laser pulses to locally heat the material in a small area and meticulously complete the material transformation. The energy of laser radiation diffuses into the material through heat conduction at a fast rate, and the material is melted to form a specific molten pool. It is a new type of welding method, applied to the welding of precision parts and thin-walled materials, spot welding, sealing welding, butt welding, butt welding, etc., with high aspect ratio, small weld width, small heat-affected zone, and small deformation. The welding speed is fast, the welding seam is smooth, exquisite and beautiful.

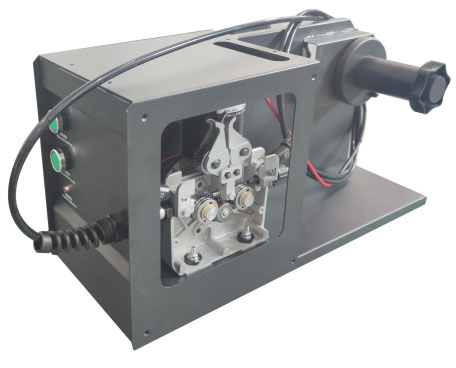
Wire Feeder
Wire feeding speed: 0-80mm/min
Wire feeding length: 5 meters
Wire feeding diameter: 0.8mm, 1.0mm 1.2mm 1.6mm
Maximum diameter of wire reel: 200mm
Parameter
| Device model | GWLS-1000W | GWLS-1500W | GWLS-2000W | |||
| Maximum laser power | 1000W | 1500W | 2000W | |||
| Laser type | Fiber laser | |||||
| Laser wavelength | 1070nm±5nm | |||||
| Adjust frequency | 5000HZ | |||||
| Maximum penetration of laser welding | 2.5mm(carbon) |
3.5mm(carbon) | 4.2mm(carbon) | |||
| Fiber core diameter | 50-100um | |||||
| Fiber length | 5m(customizable) | |||||
| Maximum power of the whole machine | 4.7KW | 6.8KW | 9KW | |||
Advantages of laser welding
1. Light weight, small size, ergonomic design, comfortable grip, convenient operation and good stability.
2. The device is equipped with a ring handle to protect the device from collision and facilitate pushing and pulling. And there is a working status indicator, which can visually display the status of the equipment.
3. The welding system supports process library storage, and multiple light emission modes can be adjusted.
4. The system monitors the operating status from time to time, monitors and collects the operating status of the laser, chiller, and control panel. The safety lock touches and emits light to ensure safe use.
5. The precise positioning of the red light is convenient for observation, and the operation is simple, and the welding can be done by hand.
6. With intelligent automatic wire feeder, the control screen directly digitally sets the parameters of the wire feeder, and the operation is simple.
7. Support delivery (0.8, 1.0, 1.2, 1.6) stainless steel, carbon steel, aluminum welding wire to meet a variety of different scenarios.
8. Fully sealed structure with built-in water and air channels.
9. The control cabinet adopts an independent heat dissipation system to improve the overall operation stability of the equipment.
10. The welding seam is beautiful, fast, no welding marks, no discoloration, and no need for later polishing.
What is the difference between laser welding and argon arc welding?
Different technical principles
1. Laser welding: laser radiation heats the surface to be processed, and the surface heat diffuses to the inside through heat conduction. By controlling the laser parameters such as the width, energy, peak power and repetition frequency of the laser pulse, the workpiece is melted to form a specific molten pool.
2. Argon arc welding: On the basis of the principle of ordinary arc welding, the metal welding material is protected by argon gas, and the welding material is melted into a liquid form on the welded substrate through high current to form a molten pool, so that the welded metal and A welding technology in which the welding material achieves metallurgical bonding. Due to the continuous supply of argon gas during high-temperature fusion welding, the welding material cannot be in contact with oxygen in the air, thereby preventing the oxidation of the welding material.
Two, different application areas
1. Laser welding: laser tailored welding technology has been widely used in foreign car manufacturing; laser welding has been widely used in the electronics industry, especially in the microelectronics industry.
2. Argon arc welding: Argon arc welding is suitable for welding non-ferrous metals and alloy steels that are easy to oxidize (mainly welding of Al, Mg, Ti and their alloys and stainless steel); suitable for single-sided welding and double-sided forming, such as bottom welding Welding with pipes; argon tungsten arc welding is also suitable for thin plate welding.
Related products
-
Discount wholesale High Quality Welding Cleanin...
abide by the contract”, conforms to the market requirement, joins during the market competition by its superior quality also as provides extra comprehensive and exceptional service for consumers to let them turn into significant winner. The pursue of the business, is definitely the clients’ gratification for Discount wholesale High Quality Welding Cleaning 3 in 1 3000W Laser Welding Machine, Accurate process devices, Advanced Injection Molding Equipment, Equipment assembly line, l...
-

Trending Products China Factory Cheapest Price ...
Assume full duty to satisfy all demands of our clients; reach steady advancements by marketing the development of our purchasers; grow to be the final permanent cooperative partner of clientele and maximize the interests of customers for Trending Products China Factory Cheapest Price Metal Steel Laser Cutting Machine 2000W CNC Fiber Laser Cutter Machine for Sheet Metal Steel Cutting, We have exported to much more than 40 countries and regions, which have gained superior popularity from our co...
-

OEM/ODM Supplier China Njwg 1000W 1500W 2000W 3...
We believe in: Innovation is our soul and spirit. Top quality is our life. Consumer will need is our God for OEM/ODM Supplier China Njwg 1000W 1500W 2000W 3000W 6000W CNC Sheet Metal Fiber Laser Cutting Machines for Stainless Steel Metal Sheet, We warmly welcome organization partners from all walks of lifestyle, assume to determine friendly and cooperative business enterprise get hold of along with you and achieve a win-win aim. We believe in: Innovation is our soul and spirit. Top quality is...
-

Discount Price Wholesale 3 in 1 Fiber Handheld ...
Being supported by an state-of-the-art and skilled IT team, we could supply technical support on pre-sales & after-sales service for Discount Price Wholesale 3 in 1 Fiber Handheld Laser Welding Machine Price for Sale, If you have the requirement for any of our products, please contact us now. We are looking forward to hearing from you soon. Being supported by an state-of-the-art and skilled IT team, we could supply technical support on pre-sales & after-sales service for Laser Weldi...
-

OEM Customized China Portable Mini Metal Sheet ...
Our progress depends around the innovative machines, great talents and consistently strengthened technology forces for OEM Customized China Portable Mini Metal Sheet Metal Tube 1000W Racysu Fiber Laser Welding Machine Handheld Welder, We sincerely welcome close friends from all over the planet to cooperate with us within the foundation of long-term mutual benefits. Our progress depends around the innovative machines, great talents and consistently strengthened technology forces for China Mini...
-

China 1390 6090 CO2 Reci Laser Cutter Cutting M...
The business keeps to the operation concept “scientific management, premium quality and efficiency primacy, customer supreme for China 1390 6090 CO2 Reci Laser Cutter Cutting Machine Engraving Machine 90W 130W 150W 180W Fabric Garment Textile Stainless Steel, As a leading manufacture and exporter, we delight in a very good track record in the international markets, especially in America and Europe, because of our top good quality and reasonable price ranges. The business keeps to the op...